Sık kullandığımız ve görece piyasada ulaşabildiğimiz çelikler ve bu çeliklerle neler yapılabileceği, özellikleri, hangi işlerde kullanılabileceği, kimyasal kompozisyonu ve ısıl işlem tabloları yer alıyor. Başlıklar olabildiğince detaylandırılmamıştır, yeni başlayan birisinin bile kolayca fikir edinebileceği bir seviyede düzenlenmiştir. Bu nedenle içerikte lütfen akademik bilgi ve düzeltme istemeyin o zaman amacının dışına çıkar. Elden geldiğince hata yapmamaya çalıştım ama olur ya yine de bir hata fark ederseniz lütfen belirtin düzeltilsin.
( Emek ve zaman harcanmış bir işlemdir, zorunlu değildir ama paylaşılacağında Forum kaynak gösterilirse daha doğru olur)Sefa çabuk
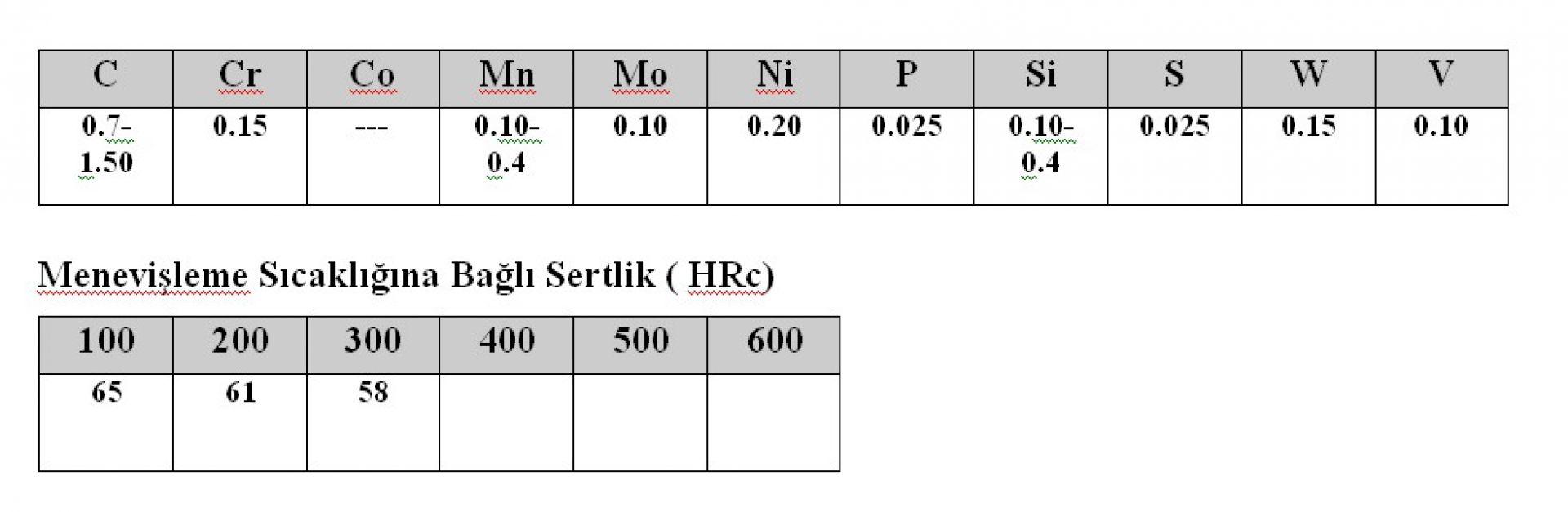
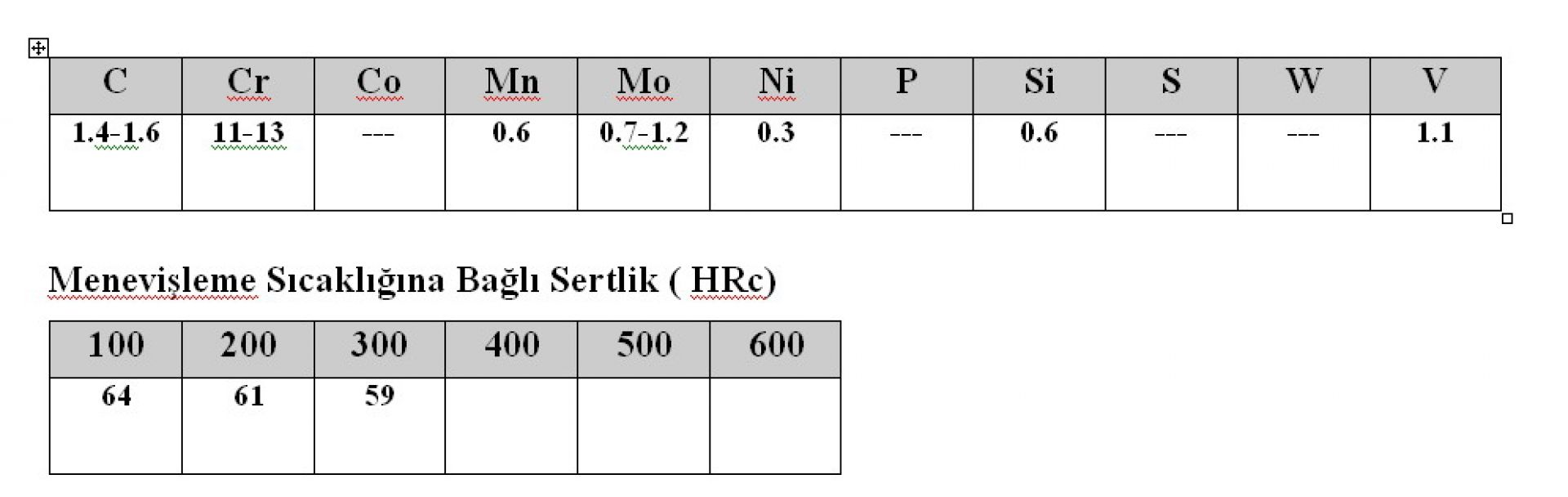
5160, 9260 ( Makas Veya Yay çelikleri )
Ülkemizde en kolay ulaşılabilen, özellikle hurda malzemeler içerisinde hemen her yerde bulunabilen, ucuz ve yakın geçmişten günümüze kadar çeşitli yelpazelerde ham madde olarak kullanılan bir yay çeliğidir. Sertleştirilmemiş halini bulmak biraz sorunlu olsa da kullanılmış malzeme olarak her zaman bulunur. Hurda malzeme kullanılacaksa yumuşatma işleminden sonra kullanmak daha doğrudur.
Her türlü kesici için uygundur, paslanmazlık direncinin önemsenmediği her iş ve her formda bıçak, balta, keser vs yapmaya uygundur, darbe direnci iyi ve uygun menevişleme işlemiyle oldukça tok bir çelik tipidir. Dövülebilir, açık ortamda uygun sıcaklığı verebilen her ortamda su verilebilir.
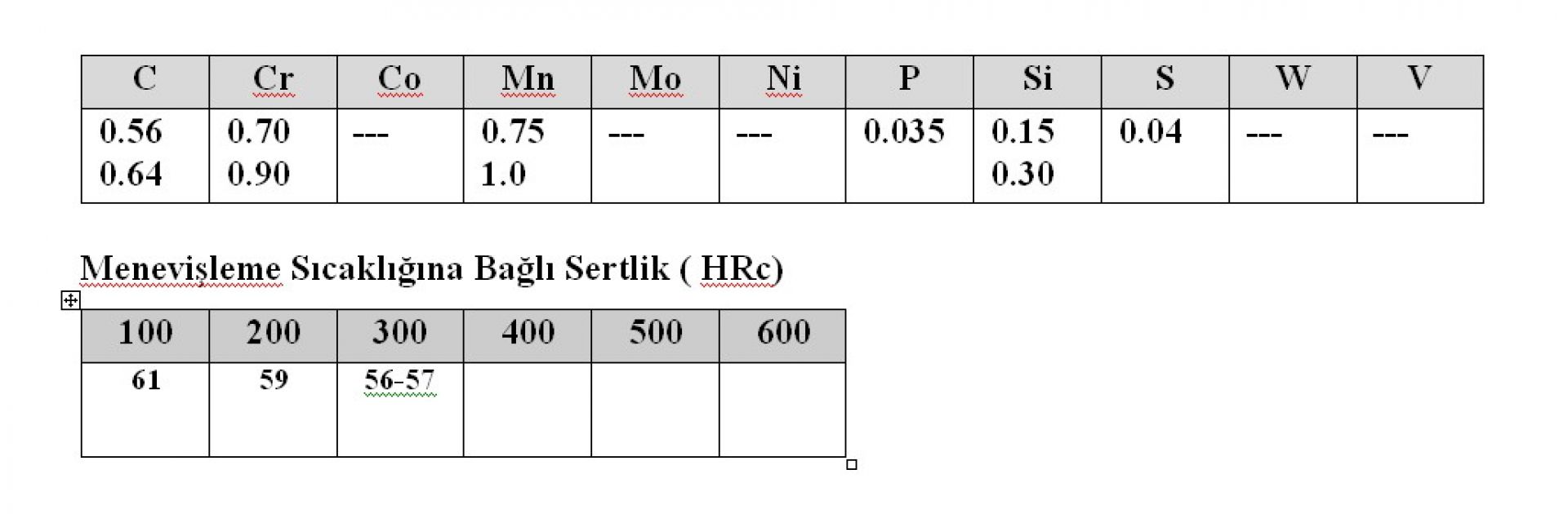 Su verme sıcaklığı : 830 - 850
Su verme sıcaklığı : 830 - 850
Su verme ortamı : Yağ
Östenizasyon : 2-3 dakika
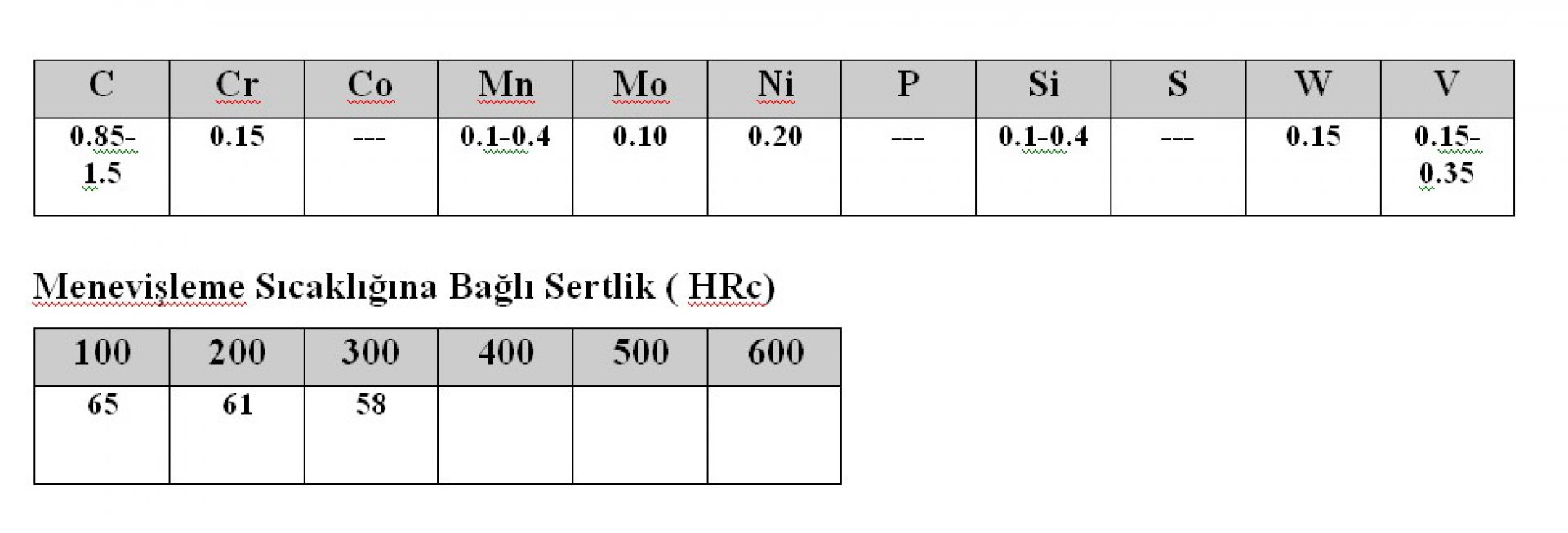
Meneviş zamanı : 2-3 dak1075 ( Veya CK75 )
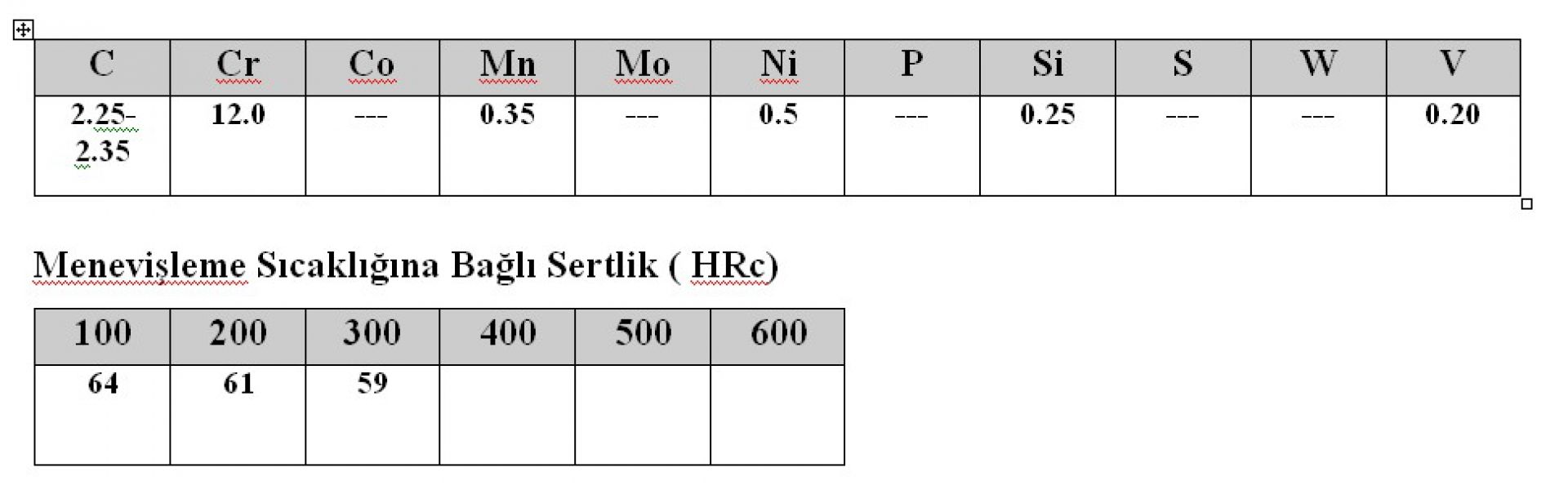
Kolay ulaşılabilen çeliklerdendir, birçok malzemecide bulunur ancak çoğunlukla sertleştirilmiş plakalar şeklindedir. Piyasada sertleştirilmiş olanlar genellikle yay menevişi verilmiş ve yaklaşık 48-50 Hrc sertlikler civarındadır. Bu sertlikte de olsa talaşlı olarak işlenmesi zor olduğundan yumuşatma tavlaması yapılarak çalışılabilir. Paslanır ancak her türlü bıçak, balta, satır, çapa, vs yapmaya elverişli, ısıl işlemi her ortamda yapılabilecek kadar sorunsuz bir çeliktir. Dövülebilir, açık ortamda uygun sıcaklığı verebilen her ortamda su verilebilir.
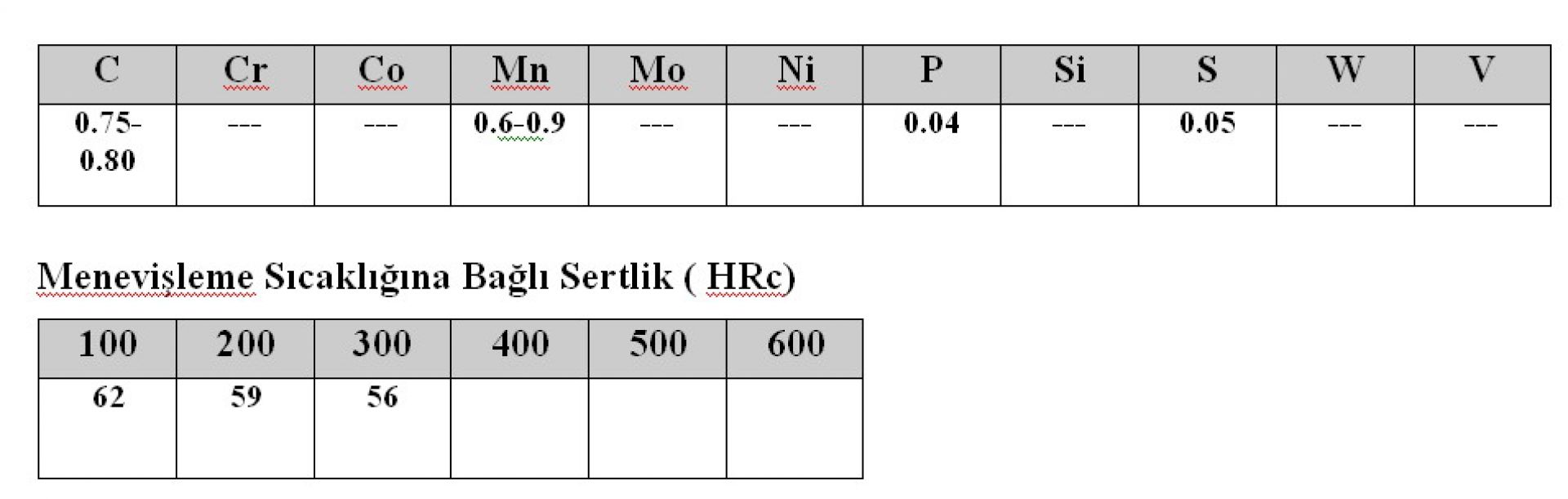 Su verme sıcaklığı : 800-850
Su verme sıcaklığı : 800-850
Su verme ortamı : Yağ, su
Östenizasyon : 2-3 dak
Meneviş zamanı : 2-3 dak
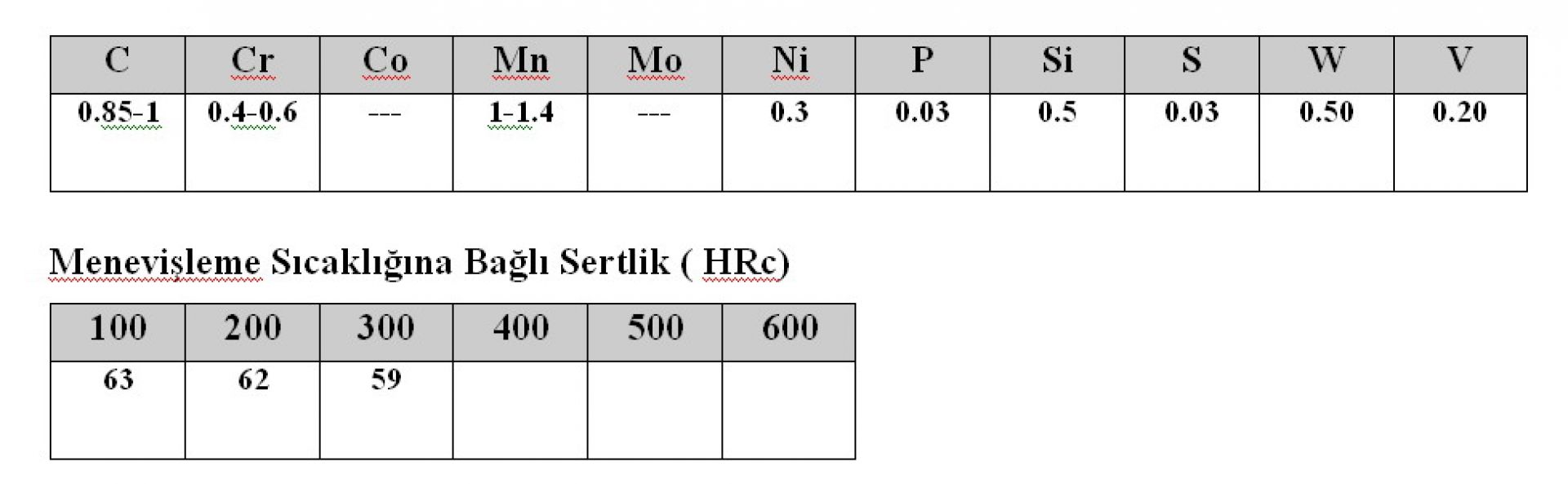
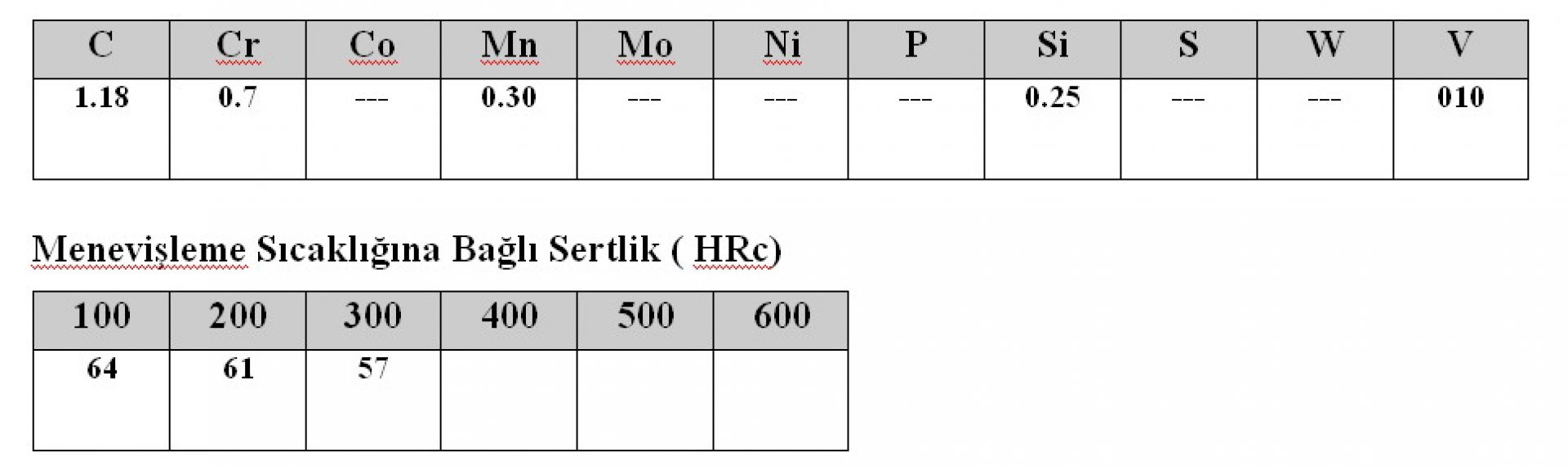
CK 67CK75 için saydığımız özelliklerin hepsi bu çelik için de geçerlidir. Piyasada CK75 den farklı olarak sertleştirilmemiş halde bulmak daha kolaydır ve genellikle yumuşak olarak bulunur. Dövülebilir, açık ortamda uygun sıcaklığı verebilen her ortamda su verilebilir.
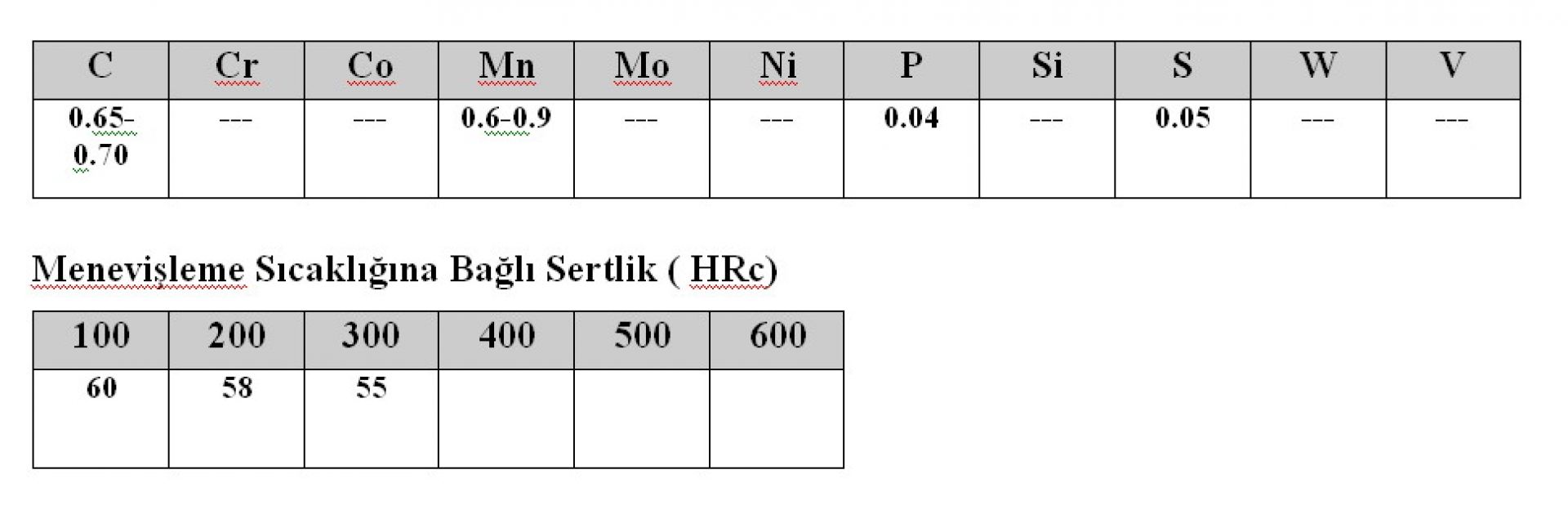 Su verme sıcaklığı : 830-850
Su verme sıcaklığı : 830-850
Su verme ortamı : Yağ, su
Östenizasyon : 2-3 dak.
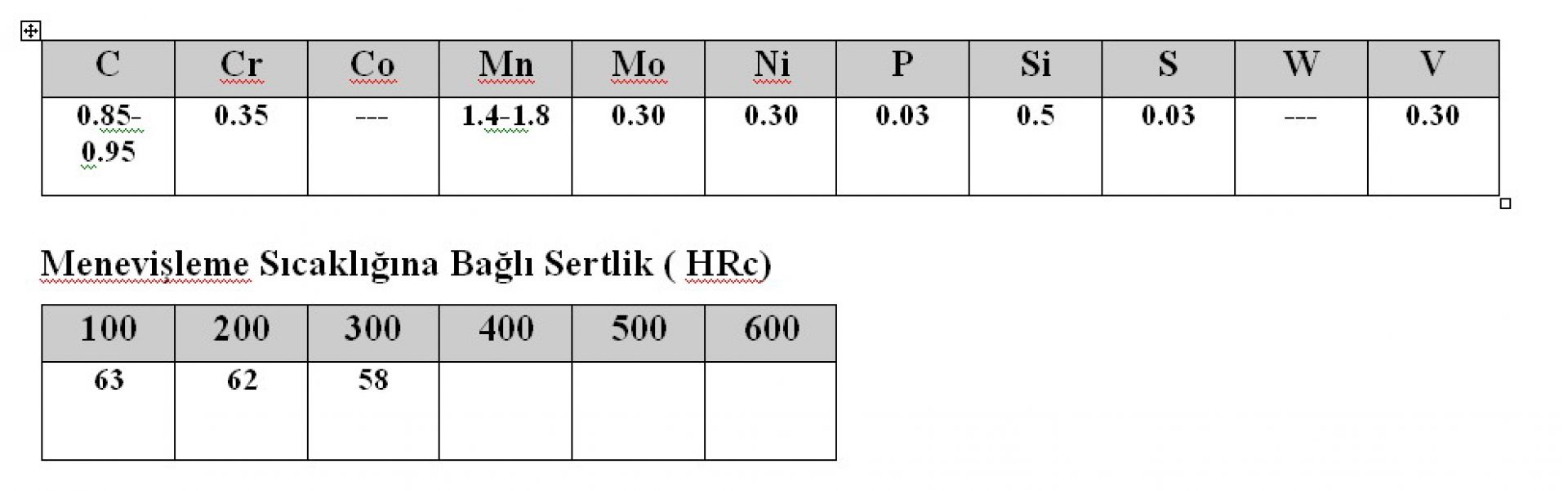
Meneviş zamanı : 2-3 dak1095Çok sözü edilen ama genellikle yurt içi piyasadan temin edilemeyen yüksek karbonlu çeliklerdendir. Eskiden eğelerde veya el takımlarında ( penseler, kerpetenler…) sıklıkla kullanılırken günümüzde yerini görece az alaşımlı veya yüksek alaşımlı çeliklere bırakmıştır. Yurt dışı piyasadan temin edilmektedir. Aklınıza gelen hemen her türlü kesiciyi veya takımı yapabiliriniz, yüksek sertlik ve tokluk özelliklerini karşılar. Dövülebilir, açık ortamda uygun sıcaklığı verebilen her ortamda su verilebilir.
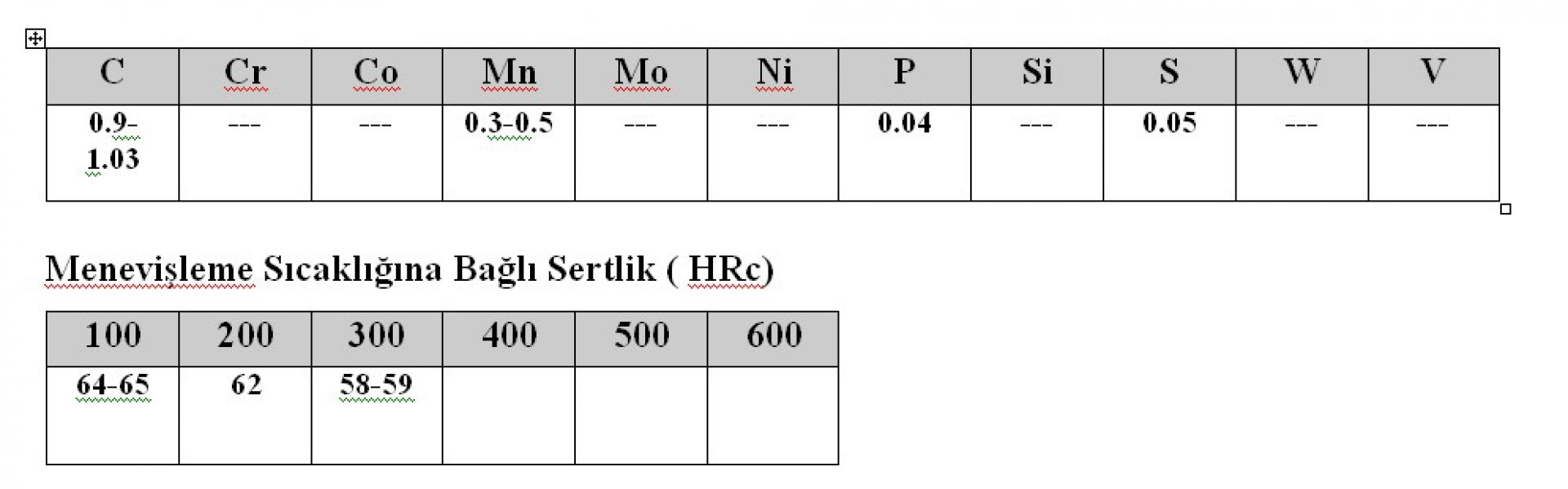 Su verme sıcaklığı : 780-800
Su verme sıcaklığı : 780-800
Su verme ortamı : Yağ, su
Östenizasyon : 2-3 dak.
Meneviş zamanı : 2-3 dak.
W1
Kimyasal kompozisyon açısından aslında W2 den çok farkı yoktur. Günümüzde bir çok eğe, törpü ve iskarpela bu çeliklerden üretilir. Devasa karbonlu ve hafif alaşımlı kimyasal kompozisyonuyla yapılacak birçok işe iyi yanıt verir. Yüksek menevişleme işlemiyle oldukça tok bir yapıya sahip olur ve içerdiği katık elemanları etkisiyle oldukça ince taneli bir yapıya sahiptir. Doğrudan ham malzeme olarak piyasada neredeyse bulunmaz, yurt dışı piyasalarından temin edilebilir. Kullanılmış malzeme olarak eski veya yeni eğeler, ıskarpela lar ve bazı planya bıçakları bu çeliklerdendir ( W1 veya W2). Yüksek sertlik alır ve ağız dayanımı çok çok iyidir. Dövülebilir, açık ortamda uygun sıcaklığı verebilen her ortamda su verilebilir.
 Su verme sıcaklığı : 790-800
Su verme sıcaklığı : 790-800
Su verme ortamı : Yağ, su
Östenizasyon : 3-5 dak
Meneviş zamanı : Yarım saat.
W2W1 için yazdığımız özelliklerin hemen hepsini bu çelik için de yazabiliriz. Piyasadaki şöhreti W1 i baskılamıştır ama aslına bakılırsa kimyasal yapılarında çok az farklar vardır, W2 nin kükürtten ve fosfordan arındırılmış ( her ikisi de çelik için kötü özelliklerdir) yapısının yanında bir miktar da vanadyum fazlası vardır. Diğer özellikleri neredeyse aynıdır. Malzeme temini veya yapılacak işlerle ilgili olarak W1 le aynı özellikleri sıralayabiliriz. Dövülebilir, açık ortamda uygun sıcaklığı verebilen her ortamda su verilebilir.
 Su verme sıcaklığı : 790-800
Su verme sıcaklığı : 790-800
Su verme ortamı : Yağ, su
Östenizasyon : 3-5 dak.
Meneviş zamanı : Yarım saat
O1En bilinen ve ismi en çok geçen takım çeliklerindendir. Kimyasal kompozisyonunda kimi firmalar Vanadyum ve Wolfram kullanırken kimilerinde yoktur, daha çok Amerikan firmalarınca üretilen bir çeliktir. Vanadyum ve Wolfram ( Tungsten) içeren O1 çelikleri ısıl işlem sırasında oluşan bu iki elementin karbürlerinden ötürü yüksek sertlik ve aşınma direnci kazanır ama zaten bunun yanında yüksek karbonlu bir çelik olduğundan, özellikle kesicilerin üretiminde ince taneli yapısı nedeniyle gerçekten iyi bir çeliktir. Yüksek menevişleme işlemiyle tokluğu artar. Her türlü bıçak ve türevini yapmaya ve takım yapmaya uygundur. Ülkeizde piyasa koşullarında bulunmaz, bunun yerine genellikle O2 iyi bir tercihtir ve ülkemizde rahatlıkla bulunur. Dövülebilir, açık ortamda uygun sıcaklığı verebilen her ortamda su verilebilir.
 Su verme sıcaklığı : 800-820
Su verme sıcaklığı : 800-820
Su verme ortamı : Yağ
Östenizasyon : 3-5 dak,
Meneviş zamanı : Yarım saat
O2Neredeyse her işi yapabileceğiniz bir takım çeliğidir, yüksek karbon oranı ve hafif alaşımlı yapısıyla her işe yanıt verir. Özellikle Damascus yapımında verdiği yüksek kontrast siyah tondan ötürü koyu renk kombinasyonunda kullanılmaya çok uygundur. Yüksek menevişleme sıcaklığında ince tane ve tokluk gerçekten tatmin edicidir. Ağız dayanımı yüksek, her türlü bıçak, balta, iskarpela vs yapımına uygundur. Ülkemizde bulunur. Dövülebilir, açık ortamda uygun sıcaklığı verebilen her ortamda su verilebilir.
 Su verme sıcaklığı : 790-820
Su verme sıcaklığı : 790-820
Su verme ortamı : Yağ
Östenizasyon : 3-5 dak.
Meneviş zamanı : Yarım saatD2Aslında bir kalıp çeliğidir ve yüksek sıcaklıklarda sertliğini kaybetmemesi en büyük özelliğidir. Zaman içerisinde bıçak camiasının keşfetmesiyle bıçak ve türevleri için aranan bir çelik olmuştur. Devasa karbürlü yapısı ve uzun ağız dayanımından ötürü tutulan bir çeliktir. Darbeli iş yapacak alet edavatta kullanılması önerilmez, çok uzun işlerde güvenli değildir, üretilecek malzemenin uzunluğu arttıkça kırılma olasılığı da buna paralel olarak artar. Kalınlığa bağlı olarak, darbeyle çalışacak, satır, keser, balta vs işlere uygun değildir. Sertleştikten sonra bilenmesi ve yüzey işlemleri zordur, paslanmazlık direnci sınırdadır, tam olarak paslanmasa da kararmaya eğilimi yüksektir. Her türlü bıçağa elverişlidir. Her ortamda su verilemez, oksijensiz ortam ister, dövülmesi önerilmez.
 Su verme sıcaklığı : 1030
Su verme sıcaklığı : 1030
Su verme ortamı : Hava, yağ
Östenizasyon : 15-20 dak ( oksijensiz ortam)
Meneviş zamanı : 2X1 saat ( birer saat bekleyerek iki kez işlem yapılacak)D3İçerdiği devasa karbon oranıyla genellikle çok uzun süre çalışacak ve sıcaklıkta sertliğini kaybetmeyecek endüstriyel bıçakların yapımında kullanılır. Kalıp çeliğidir, birçok özelliği D2 ye benzer ancak D2 içerdiği fazladan alaşımlarla bu çeliğin biraz daha önüne geçer. Darbeyle çalışmaya gelmez, darbeli çalışmayacak her tür kesici üretimine uygundur. Paslanma direnci çok iyi değildir, tıpkı D2 gibi paslanmazlık direnci sınırdadır ve zaman içerinde kararır. Her ortamda su verilemez, oksijensiz ortam ister, dövülmesi önerilmez.
 Su verme sıcaklığı : 950
Su verme sıcaklığı : 950
Su verme ortamı : Hava, yağ
Östenizasyon : 15-20 dak.
Meneviş zamanı : 2x1 saat
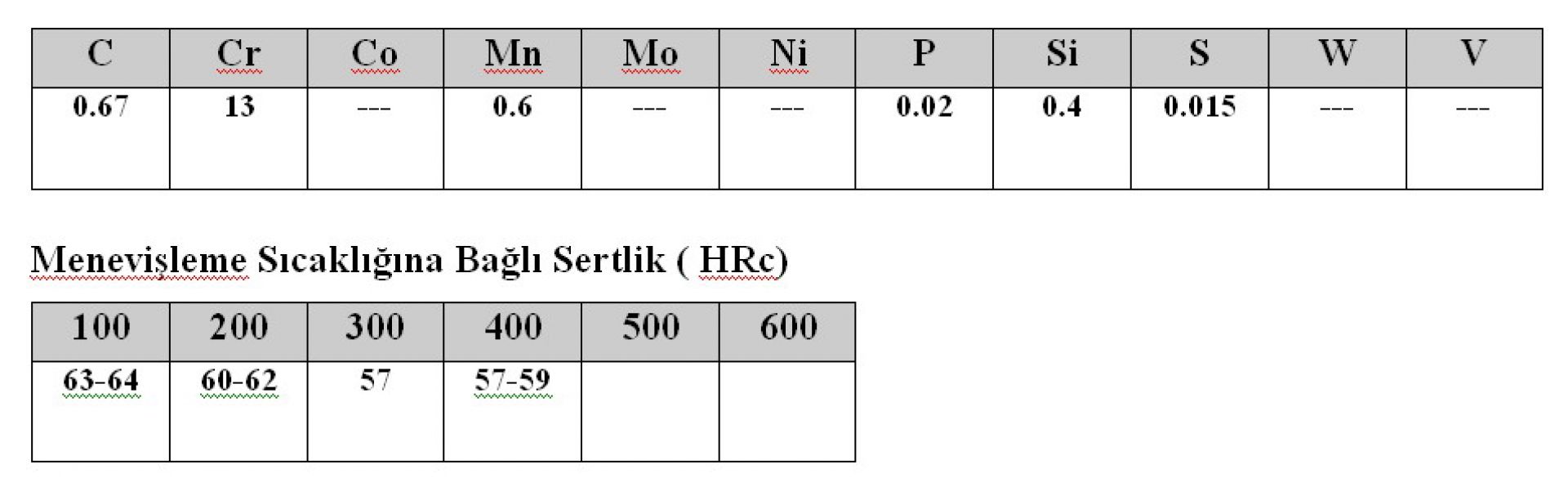
CİVA ÇELİĞİ ( Silver steel)
Piyasa koşullarında levha olarak bulunmasa da yuvarlak mil formunda her çapta rahatlıkla bulunur. Aklınıza gelecek hemen her işi yapmaya uygundur. Her türlü kesici için ideal çeliklerdendir. İçerdiği bir miktar krom ve vanadyumdan ötürü, hem aşınma direnci çok yüksek hem de ince taneli bir yapısı vardır. İsminde geçen civayla bir ilgisi yoktur, işlemler sonrası parlatılmaya çok iyi yanıt verir, bu nedenle yurt dışı piyasalarda silver steel diye de söylenir. Dövülebilir, açık ortamda uygun sıcaklığı verebilen her ortamda su verilebilir.
 Su verme sıcaklığı : 780-810
Su verme sıcaklığı : 780-810
Su verme ortamı : Yağ, su
Östenizasyon : 2-3 dak
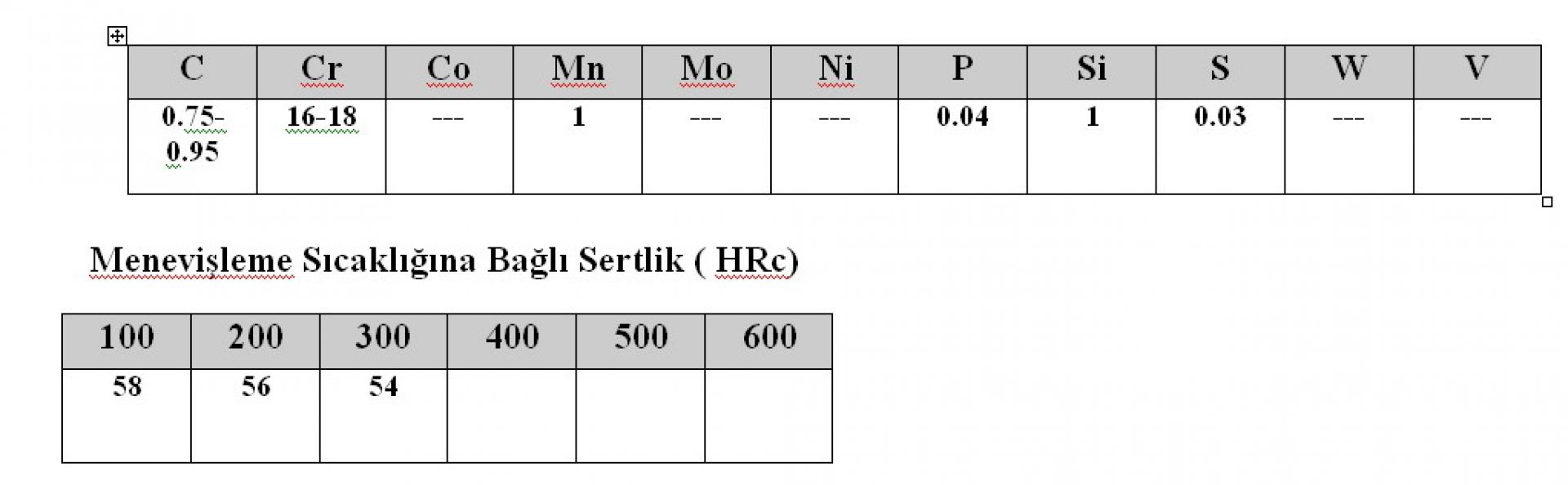
Meneviş zamanı : Yarım saat440A
Sondaki harflerle anılan üçlü gurubun ( 440 A, B, C ) içerinde en itilip kalkılmış olanıdır. 440 C nin popülaritesi hem A yı hem de B yi gözden uzaklaştırmıştır. Ancak paslanmaya direnç isteyen bir çok alanda kullanılmaya elverişli bir çeliktir. Doğru bir ısıl işlemle gerçekten özellikle mutfak bıçaklarında rahatlıkla kullanılabilir ve kesme performansı düşünülenin aksine hiç de fena değildir. Her ortamda su verilemez, oksijensiz ortam ister, dövülmesi önerilmez.
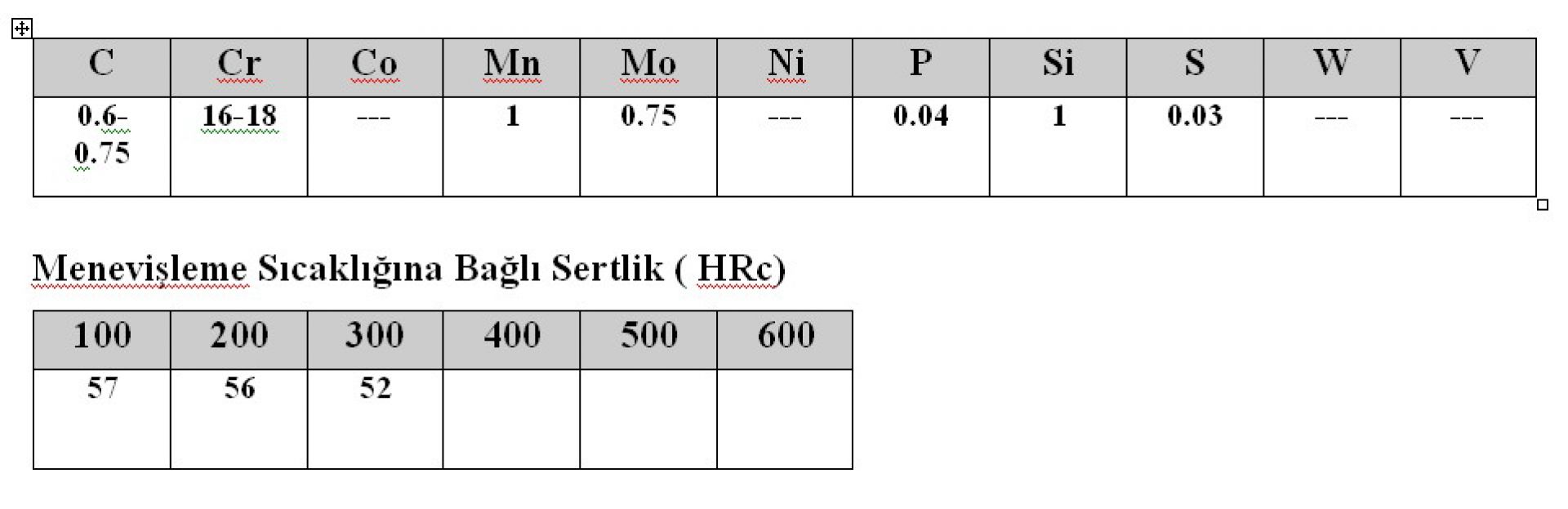 Su verme sıcaklığı : 1010
Su verme sıcaklığı : 1010
Su verme ortamı : Hava, yağ
Östenizasyon : 15-20 dak. ( oksijensiz ortam)
Meneviş zamanı : 2x1 saat
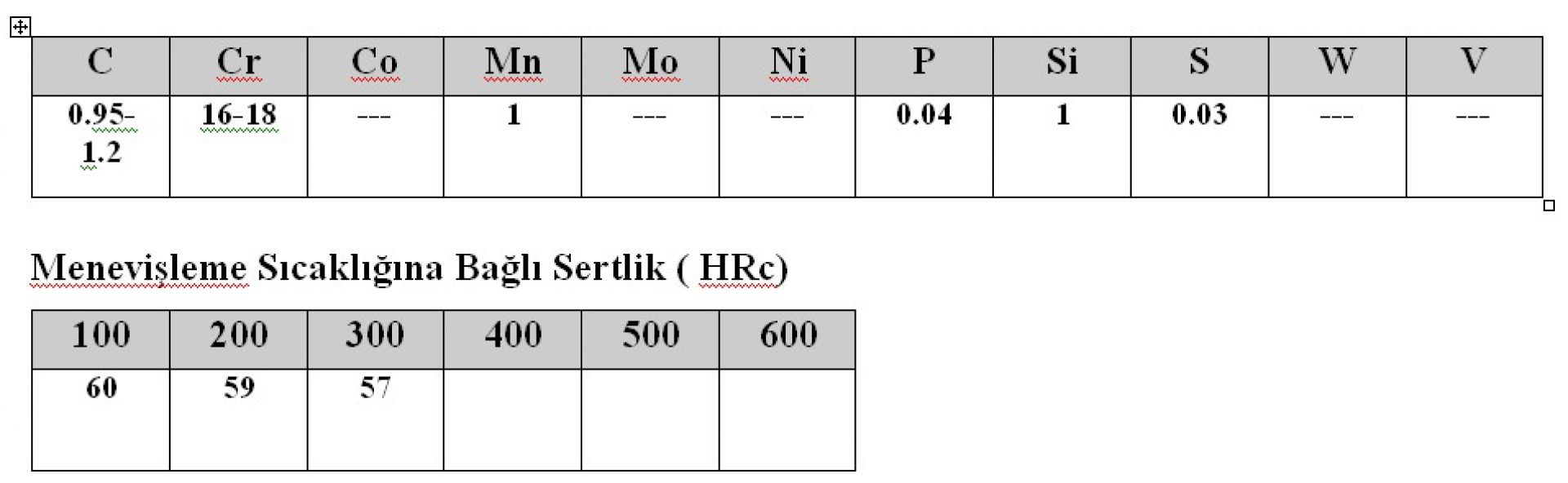
440BBu çelik için yazılacaklar 440A dan farklı değildir, doğru ısıl işlemle neredeye 440C ye yakın bir performans verir ve hatta hassas analizler ve testler yapılmadıkça bu üç malzeme arasındaki farkları son kullanıcı neredeyse ayırt edemez. Her tür mutfak kesicisi yapmaya uygunluğunun yanında diğer alanlarda kullanılacak bıçak vs yapmaya uygundur. Her ortamda su verilemez, oksijensiz ortam ister, dövülmesi önerilmez.
 Su verme sıcaklığı : 1050
Su verme sıcaklığı : 1050
Su verme ortamı : Hava, yağ
Östenizasyon : 15-20 dak. ( oksijensiz ortam)
Meneviş zamanı : 2x1 saat
440CÇeliğin ismi özelliklerinin önüne geçmiştir. Bu üçlü gurubun karbonca en zengin olanıdır ama oysa aralarında ciddi bir ayrımsal fark yoktur, bu durumu her üç çelikle de çalışmış birisi rahatlıkla fark eder. Bu alanda paslanmaz çeliklerin neredeye “Selpak” mendili veya “Sana yağı”dır. Günümüzde bir çok çelik niteliksel olarak bu çeliğin önüne geçse de popülaritesini hala yitirmemiştir. Paslanmaya direnci yüksektir ve özellikle kromkarbürlü yapısıyla aşınma direnci üst seviyelerde olmasa da iyidir. Özellikle mutfak bıçakları olmak üzere her tür bıçağa yapmaya elverişlidir. Her ortamda su verilemez, oksijensiz ortam ister, dövülmesi önerilmez.
 Su verme sıcaklığı : 1030
Su verme sıcaklığı : 1030
Su verme ortamı : Hava, yağ
Östenizasyon : 15-20 dak. ( oksijensiz ortam)
Meneviş zamanı : 2x1 saat
N690İçerdiği alaşım elemanları göz önüne alındığında gerçekten dengeli bir çeliktir, ince taneli ve aşınma dayanımı oldukça iyidir. Karbürlü yapısıyla 440 serisinden daha üstündür. Özellikle bıçak türü kesiciler yapmaya çok uygundur ve paslanma direnci oldukça yüksektir, iyi bir östenizasyon ve ısıl işlemle gerçekten üstün performans sergileyebilir. Her ortamda su verilemez, oksijensiz ortam ister, dövülmesi önerilmez.
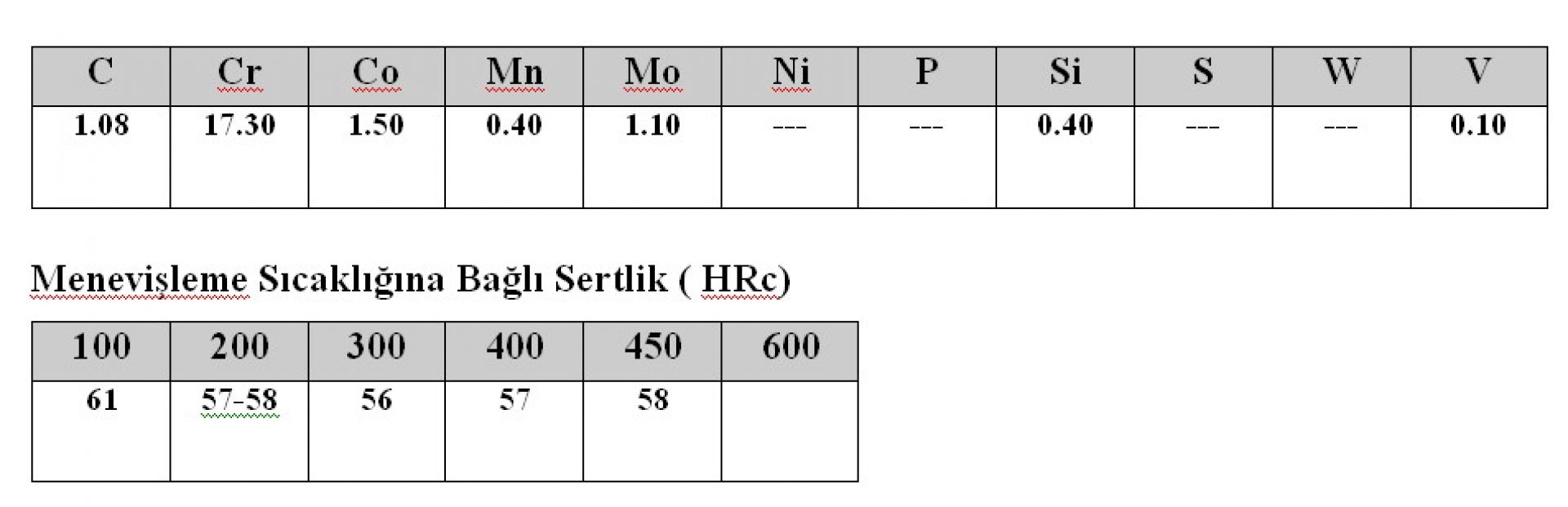 Su verme sıcaklığı : 1050
Su verme sıcaklığı : 1050
Su verme ortamı : Yağ
Östenizasyon : 15-20 dak. ( oksijensiz ortam)
Meneviş zamanı : 2x1 saatN695Niteliksel olarak N690 ın biraz daha altındadır ve 440C ye yakındır ve bu çeliğin muadili olarak düşünülebilir. Alaşım elemanları açısından da 440C ye benzer. Mutfak bıçaklarının her türünde ve paslanma direnci gerektiren her işte rahatlıkla kullanılabilir. Her ortamda su verilemez, oksijensiz ortam ister, dövülmesi önerilmez.
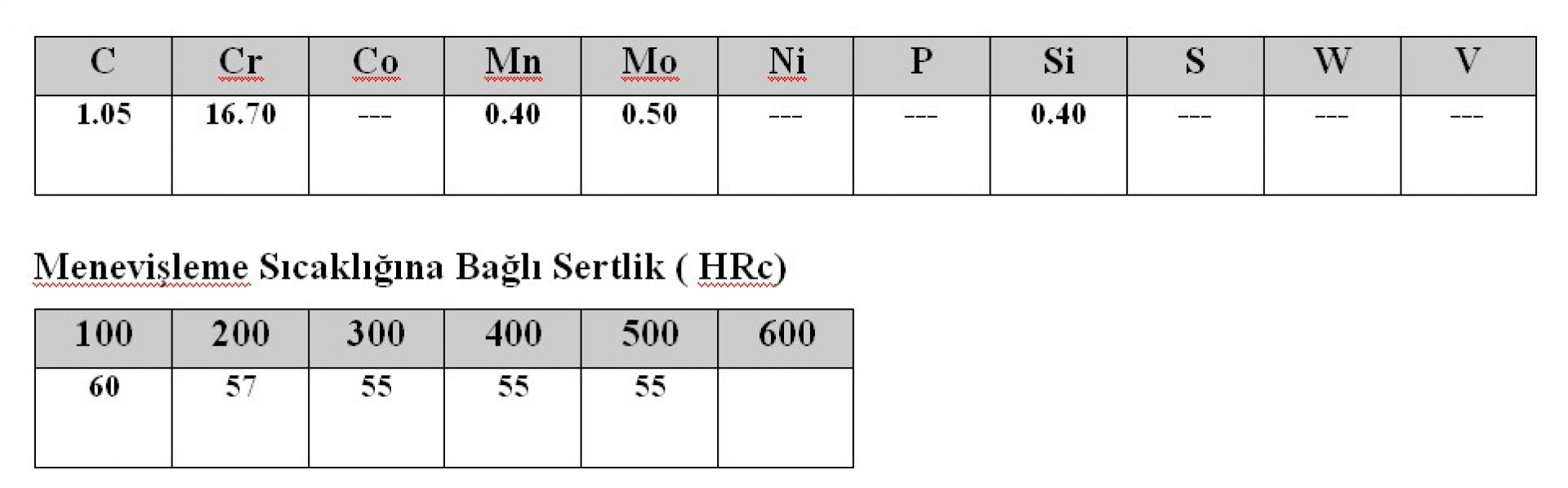 Su verme sıcaklığı : 1030
Su verme sıcaklığı : 1030
Su verme ortamı : Yağ
Östenizasyon : 15-20 dak. ( oksijensiz ortam)
Meneviş zamanı : 2x1 saat
M390Toz metalürjik bir çeliktir ve bu özelliğiyle diğer çeliklerden ayrılır. Her toz metalürjik çelik gibi dengeli dağılmış alaşım elemanları nedeniyle oldukça ince taneli ve homojen bir yapısı vardır. İyi sertleşir ve içerdiği alaşım elemanları sayesinde oldukça sert ve karbürlü bir yapıya sahiptir. Ağız dayanımı üstündür ve keskinliğini uzun süre korur ancak bilemesi sorunludur. Bilemeyi asıl zorlaştıran içerikte oluşan tungsten ve vanadyum karbürleridir. 200-300 derece meneviş aralığında en yüksek paslanmazlık direnci verir, 500 dereceler civarındaki menevişleme işleminde ise en dayanıklı ve iyi ağız tutuşu kazanır. Bu çelikle çalışırken özellikle menevişleme sıcaklıkları çok belirleyicidir ve dikkat etmek gerekir. Dikkat edilmesi gereken diğer bir nokta da bu çeliğin veya aynı sınıftaki diğer çeliklerin kesme işlemidir. Toz metalürjik çelikler giyotin vs gibi darbe ve koparma türü zorlamalarla kesim yapılan yöntemlerle kesilmez, kırılma eğilimi gösterir ve aformal bir kırım yaşanır. Her ortamda su verilemez, oksijensiz ortam ister, dövülmesi önerilmez.
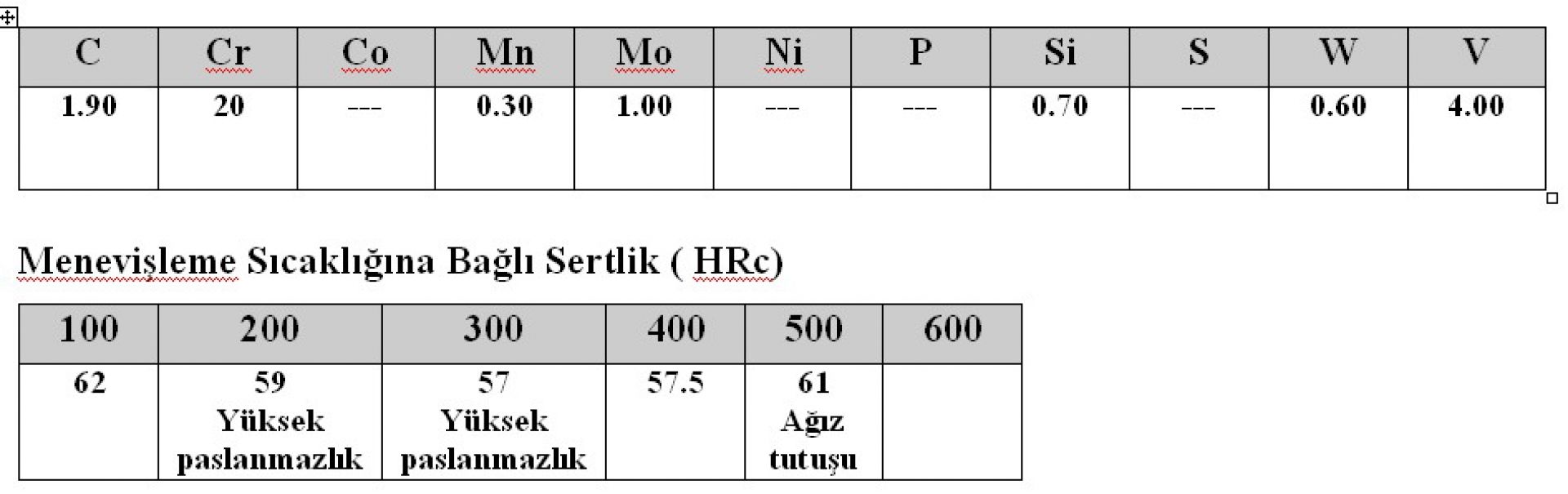 Su verme sıcaklığı : 1150
Su verme sıcaklığı : 1150
Su verme ortamı : Hava
Östenizasyon : 15-20 dak. ( oksijensiz ortam)
Meneviş zamanı : 2x1 saat
AEB-L
Ülkemizde pek adı sanı bilinmez, çok ünlü değildir ancak aslında her gün kullandığımız bir çeliktir. Tıraş bıçağı için üretilmiş bir çeliktir ve bilinen marka tıraş bıçaklarının neredeyse hepsi bu çeliktendir. Paslanma direnci sınırdadır ama kullanımda paslanma yaşanmaz, ciddi anlamda yapılacak tuzlu su testlerinde ancak ayırt edilebilir. Bunun dışında gayet tatmin edici bir ağız dayanımı ve sertliği vardır, içeriğindeki krom karbon dengesi çok iyidir ve krom karbürlerden oluşan karbürlü bir yapısı vardır, karbon oranı diğer seri çeliklerden az olmasına karşın kromun çok dengeli alaşımlandırılması sayesinde oldukça yüksek sertlik alır. Bıçak yapımına çok uygundur ama ülkemizde bulunmaz. Her ortamda su verilemez, oksijensiz ortam ister, dövülmesi önerilmez.
 Su verme sıcaklığı : 1050
Su verme sıcaklığı : 1050
Su verme ortamı : Hava, yağ
Östenizasyon : 15-20 dak. ( oksijensiz ortam)
Meneviş zamanı : 2x1 saat
15N20
İçeriğindeki %2 Nikel ve yüksek karbon oranı nedeniyle, Damascus çeliklerinde açık renk veren kombinasyon çeliğidir. Aslına bakılırsa tek başına kullanımda da çok iyi performansa sahip bir çeliktir, karbon çelikleriyle yapılabilecek her işe uygundur, uygun menevişleme sıcaklıklarıyla hemen her tür iş ve form için uygundur, iyi sertleşir ve doğru işlemle tok bir yapıya sahip olur. Dövülebilir, açık ortamda uygun sıcaklığı verebilen her ortamda su verilebilir.
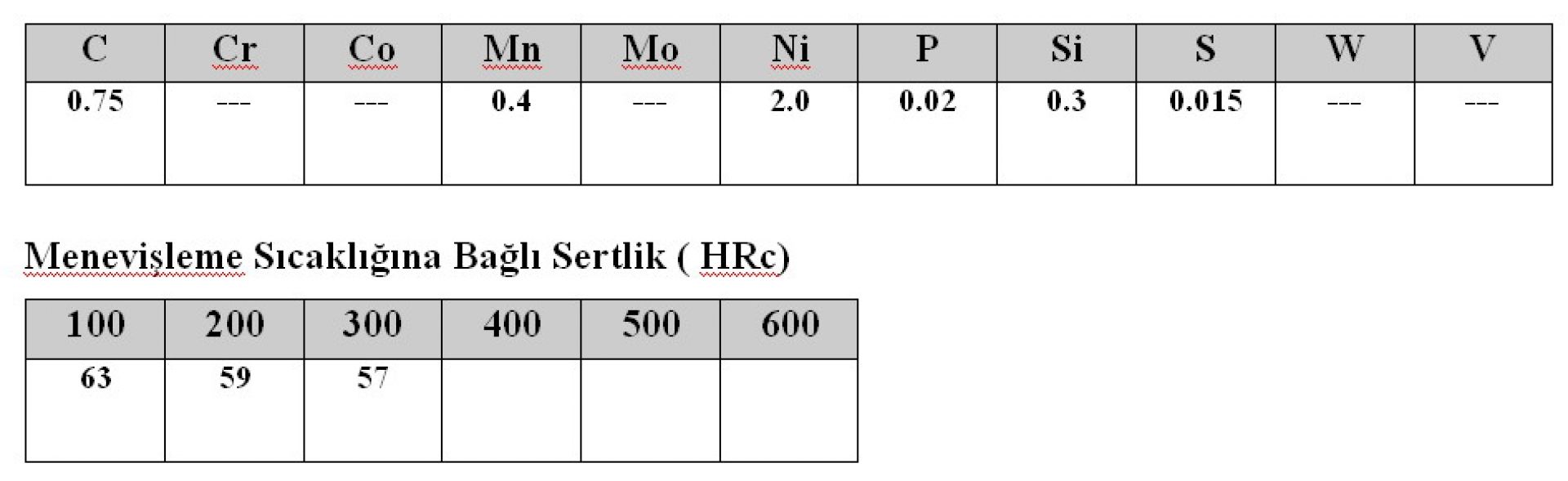 Su verme sıcaklığı : 800
Su verme sıcaklığı : 800
Su verme ortamı : Yağ
Östenizasyon : 1-2 dak
Meneviş zamanı : 3-5 dak.
UHB20C
Özellikle 15N20 çeliğinin Damascus kombinasyonunda kullanılan eşidir. Bir çok özellik bakımından neredeyse 1095 çelikle aynıdır. Yüksek karbonlu bir çelikten beklenilen her işi karşılayan bir karbon çeliğidir. Avrupa kökenli bir üretimdir. Her türlü takım ve bıçak yapılabilir. Uygun menevişle yüksek tokluk kazanır, düşük menevişle yüksek sertliğini korur. Isıl işlemi sorunsuzdur, her türlü ortamda su verilebilir. Dövülebilir, açık ortamda uygun sıcaklığı verebilen her ortamda su verilebilir.
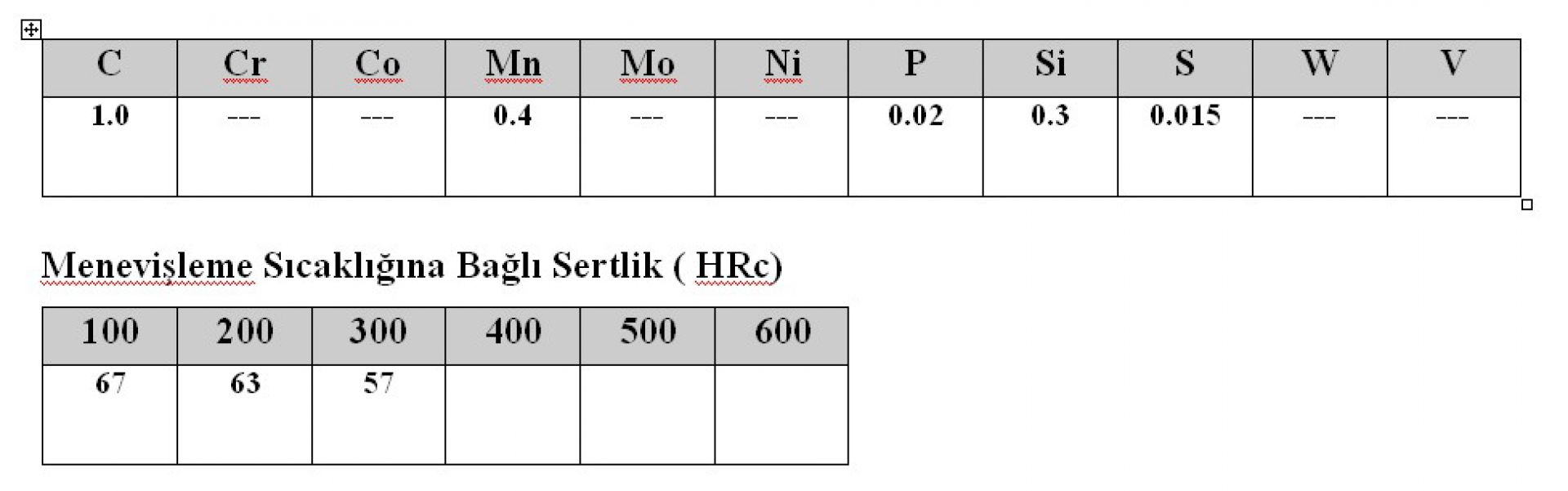 Su verme sıcaklığı : 810
Su verme sıcaklığı : 810
Su verme ortamı : Yağ
Östenizasyon : 1-2 dak
Meneviş zamanı : 3-5 dak
 111 Yanıt
111 Yanıt 60938 Gösterim
60938 Gösterim